
פּראָדוקטן קאַטעגאָריע
- FM טראַנסמיטער
- קסנומקס-קסנומקסוו קסנומקסוו-קסנומקסוו קסנומקסקוו-קסנומקסקוו קסנומקסקוו, +
- טעלעוויזיע טראַנסמיטער
- קסנומקס-קסנומקסוו קסנומקס-קסנומקסקוו קסנומקסקוו-קסנומקסקוו
- FM אַנטענאַ
- טעלעוויזיע אַנטענע
- אַנטענאַ אַקסעססאָרי
- קאַבלע קאַנעקטער מאַכט ספּליטטער דאַמי לאָוד
- רף טראַנסיסטאָר
- פּאָווער סופּפּלי
- אַודיאָ עקוויפּמענץ
- דטוו Front סוף עקוויפּמענט
- לינק סיסטעם
- סטל סיסטעם מייקראַווייוו לינק סיסטעם
- FM ראַדיאָ
- מאַכט מעטער
- אנדערע פּראָדוקטן
- ספּעציעלע פֿאַר קאָראָנאַווירוס
פּראָדוקטן טאַגס
פמוסער זייטלעך
- es.fmuser.net
- it.fmuser.net
- fr.fmuser.net
- de.fmuser.net
- af.fmuser.net -> אפריקאנס
- sq.fmuser.net -> אַלבאַניש
- ar.fmuser.net -> אַראַביש
- hy.fmuser.net -> ארמאניש
- az.fmuser.net -> אַזערביידזשאַניש
- eu.fmuser.net -> באַסקיש
- be.fmuser.net -> בעלאָרוסיש
- bg.fmuser.net -> בולגאַריש
- ca.fmuser.net -> קאַטאַלאַניש
- zh-CN.fmuser.net -> כינעזיש (סימפּליפיעד)
- zh-TW.fmuser.net -> כינעזיש (טראַדיציאָנעל)
- hr.fmuser.net -> קראָאַטיש
- cs.fmuser.net -> טשעכיש
- da.fmuser.net -> דאַניש
- nl.fmuser.net -> האָלענדיש
- et.fmuser.net -> עסטיש
- tl.fmuser.net -> טאַגאַלאָג
- fi.fmuser.net -> פֿיניש
- fr.fmuser.net -> פראנצויזיש
- gl.fmuser.net -> גאליציאנער
- ka.fmuser.net -> גרוזיניש
- de.fmuser.net -> דייַטש
- el.fmuser.net -> גריכיש
- ht.fmuser.net -> Haitian Creole
- iw.fmuser.net -> העברעיש
- hi.fmuser.net -> הינדיש
- hu.fmuser.net -> אונגעריש
- is.fmuser.net -> איסלענדיש
- id.fmuser.net -> אינדאָנעזיש
- ga.fmuser.net -> איריש
- it.fmuser.net -> איטאַליעניש
- ja.fmuser.net -> יאַפּאַניש
- ko.fmuser.net -> קאָרעיִש
- lv.fmuser.net -> לעטיש
- lt.fmuser.net -> ליטוויש
- mk.fmuser.net -> מאַקעדאניש
- ms.fmuser.net -> מאַלייַיש
- mt.fmuser.net -> מאלטעזיש
- no.fmuser.net -> נאָרוועגיש
- fa.fmuser.net -> פּערסיש
- pl.fmuser.net -> פויליש
- pt.fmuser.net -> פּאָרטוגעזיש
- ro.fmuser.net -> רומעניש
- ru.fmuser.net -> רוסיש
- sr.fmuser.net -> סערביש
- sk.fmuser.net -> סלאָוואַקיש
- sl.fmuser.net -> סלאוועניש
- es.fmuser.net -> שפּאַניש
- sw.fmuser.net -> סוואַהילי
- sv.fmuser.net -> שוועדיש
- th.fmuser.net -> טייַלענדיש
- tr.fmuser.net -> טערקיש
- uk.fmuser.net -> אוקראיניש
- ur.fmuser.net -> אורדו
- vi.fmuser.net -> וויעטנאַמעזיש
- cy.fmuser.net -> וועלש
- yi.fmuser.net -> ייִדיש
פּקב מאַנופאַקטורינג פּראָצעס | 16 סטעפּס צו מאַכן אַ פּקב באָרד
"פּקב פאַבריקיישאַן איז זייער וויכטיק אין פּקב אינדוסטריע, עס איז ענג פארבונדן צו די פּקב פּלאַן, אָבער טאָן איר טאַקע וויסן אַלע די פּקב פאַבריקיישאַן סטעפּס אין די פּקב פּראָדוקציע? אין דעם ייַנטיילונג, מיר ווייַזן 16 טריט אין די מאַנופאַקטורינג פּראָצעס פֿאַר פּקב. אַרייַנגערעכנט וואָס זענען זיי און ווי זיי אַרבעטן אין די פּקב פאַבריקיישאַן פּראָצעס ----- FMUSER "
ייַנטיילונג איז קאַרינג!
שריט קסנומקס: פּקב פּלאַן - דיזיינינג און פּראָדוקציע
שריט קסנומקס: פּקב טעקע פּלאַטינג - פילם דור פון פּקב פּלאַן
שריט קסנומקס: ינער לייַערס ימאַגינג אַריבערפירן - דרוקן ינער לייערז
שריט קסנומקס: קופּער עטשינג - רימוווינג די אַנוואָנטיד קופּער
שריט קסנומקס: שיכטע אַליינמאַנט - לאַמאַנייטינג די לייַערס צוזאַמען
שריט קסנומקס: דרילינג האָלעס - פֿאַר אַטאַטשינג קאַמפּאָונאַנץ
שריט קסנומקס: אָטאַמייטיד אָפּטיש דורכקוק (בלויז Multi-Layer PCB)
שריט קסנומקס: אַקסייד (בלויז מולטי-לייַער פּקב)
שריט קסנומקס: ויסווייניקסט שיכטע עטשינג & לעצט סטריפּינג
שריט קסנומקס: סאַדער מאַסקע, סילקסקרעען און ייבערפלאַך פינישעס
שריט קסנומקס: עלעקטריקאַל טעסט - פליענדיק זאָנד טעסטינג
שריט קסנומקס: פאַבריקיישאַן - פּראָפילינג און V- סקאָרינג
שריט קסנומקס: מיקראָסעקטיאָנינג - די עקסטרע שריט
שריט קסנומקס: לעצט דורכקוק - פּקב קוואַליטי קאָנטראָל
שריט קסנומקס: פּאַקקאַגינג - סערוועס וואָס איר דאַרפֿן
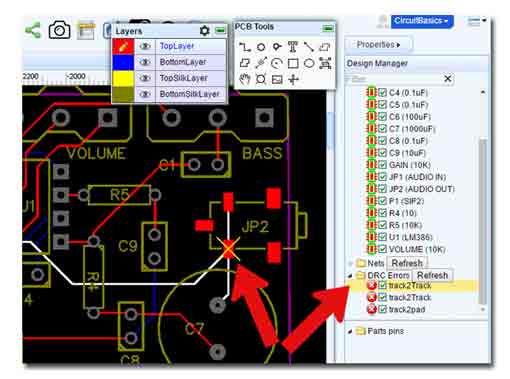
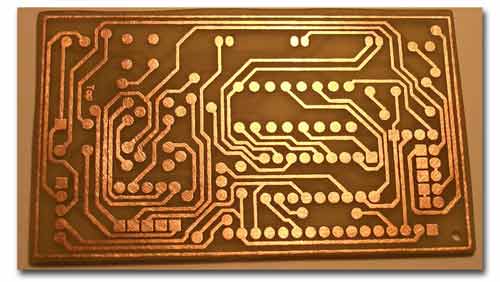
פּרינטעד קרייַז באָרד פּלאַן
די פּלאַן פון די קרייַז ברעט איז דער ערשט בינע פון די יטשינג פּראָצעס, בשעת דער CAM ינזשעניר בינע איז דער ערשטער שריט אין די פּקב מאַנופאַקטורינג פון אַ נייַ געדרוקט קרייַז ברעט.דער דיזיינער אַנאַליזירט די פאָדערונג און סאַלעקץ די צונעמען קאַמפּאָונאַנץ אַזאַ ווי פּראַסעסער, מאַכט צושטעלן, אאז"ו ו. שאַפֿן אַ פּלאַן וואָס פולפילז אַלע די באדערפענישן.

אָבער, שטענדיק געדענקען אַז די קרייַז באָרדז זאָל זיין שטרענג קאַמפּאַטאַבאַל מיט אַ פּקב אויסלייג באשאפן דורך די דיזיינער מיט פּקב פּלאַן ווייכווארג. אויב איר זענט אַ דיזיינער, איר זאָל אָנזאָגן דיין קאָנטראַקט פאַבריקאַנט וועגן די פּסב פּלאַן ווייכווארג ווערסיע געניצט צו צייכענען דעם קרייַז ווייַל עס העלפּס צו ויסמיידן ענינים געפֿירט דורך דיסקרעפּאַנסיז איידער פּקב פאַבריקיישאַן.
אַמאָל דער פּלאַן איז גרייט, דרוק עס אויף די אַריבערפירן פּאַפּיר. מאַכן זיכער אַז די פּלאַן איז פּאַסיק אין די בלאַנק זייַט פון די פּאַפּיר.
עס זענען אויך פילע פּקב טערמינאָלאָגיע אין פּקב מאַנופאַקטורינג, פּקב פּלאַן, אאז"ו ו. איר קען האָבן אַ בעסער פארשטאנד פון געדרוקט קרייַז ברעט נאָך לייענען עטלעכע פון די פּקב טערמינאָלאָגיעס פֿון די אונטן בלאַט!
אויך לייענען: פּקב טערמינאָלאָגיע גלאָסאַר (ביגינערז-פרענדלי) | פּקב פּלאַן
וסואַללי, דאַטן קומען אין אַ טעקע פֿאָרמאַט באקאנט ווי עקסטענדעד גערבער (גערבער איז אויך גערופן רקס 274 קס), וואָס איז די מערסט אָפט געניצט פּראָגראַם, כאָטש אנדערע פֿאָרמאַטירונגען און דאַטאַבייסיז קענען ווערן געניצט.
אַמאָל אַ פּלאַן אויסלייג פֿאַר די פּקב איז געמישט אין די גערבער עקסטענדעד ווייכווארג, אַלע די אַספּעקץ פון דעם פּלאַן זענען דורכגעקאָכט צו ענשור קיין ערראָרס.
נאָך אַ גרונטיק דורכקוק, די קאַמפּליטיד פּקב פּלאַן איז גענומען צו אַ פּקב פאַבריקיישאַן הויז פֿאַר פּראָדוקציע. ווען אָנקומען, דער פּלאַן איז דורכגעקאָכט דורך די פאַבריקאַנט אַ צווייטע קאָנטראָל, באַוווסט ווי אַ פּלאַן פֿאַר מאַנופאַקטורע (DFM) טשעק, וואָס ינשורז:
● פּקב פּלאַן איז מאַנופאַקטוראַבלע
פּקב פּלאַן פולפילז די מינימום טאָלעראַנסיז בעשאַס מאַנופאַקטורינג פּראָצעס
▲ צוריק ▲
אויך לייענען: וואָס איז פּרינטעד קרייַז באָרד (פּקב) | כל איר דאַרפֿן צו וויסן
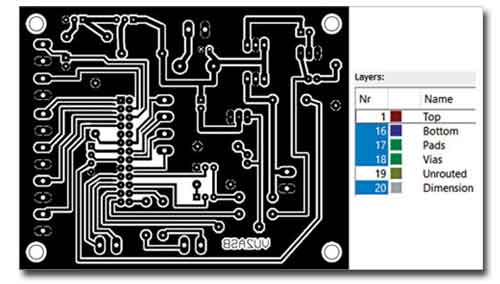
טרעטן 2: פּקב טעקע פּלאָטטינג - פילם גענעראַטיאָן פון פּקב פּלאַן
אַמאָל איר באַשלאָסן אויף דיין פּקב פּלאַן, דער ווייַטער שריט איז צו דרוקן עס. דעם יוזשאַוואַלי קומט אין אַ טעמפּעראַטור און הומידיטי קאַנטראָולד דאַרקער. פאַרשידענע לייַערס פון די פּקב פאָטאָ פילם זענען אַליינד דורך פּאַנטשינג גענוי רעגיסטראַציע האָלעס אין יעדער בויגן פון פילם. דער פילם איז באשאפן צו העלפֿן צו שאַפֿן אַ פיגור פון די קופּער דרך.
עצה: דו זאלסט נישט פאַרגעסן צו געדענקען די מאַניאַפאַקטשערערז צו דורכפירן אַ DFM קאָנטראָל ווי אַ פּקב דיזיינער, נאָך ויסשטעלונג דיין סכעמאַטיש טעקעס פון פּקב.
א ספּעציעלע דרוקער גערופן אַ לאַזער פאָטאָפּלאָטטער איז אָפט געניצט אין פּקב דרוקן, כאָטש עס איז אַ לאַזער דרוקער, עס איז נישט אַ נאָרמאַל לאַזערדזשעט דרוקער.
אָבער, דעם פילמינג פּראָצעס איז ניט גענוג פֿאַר מיניאַטוריזאַטיאָן און טעקנאַלאַדזשיקאַל אַדוואַנסמאַנץ. אין עטלעכע וועגן עס איז פאַרעלטערט.
דער לאַזער פאָטאָפּלאָטטער נעמט ברעט דאַטן און קאַנווערץ עס אין אַ פּיקסעל בילד, דערנאָך אַ לאַזער שרייבט דאָס אויף דעם פילם און די יקספּאָוזד פילם איז אויטאָמאַטיש דעוועלאָפּעד און אַנלאָודאַד פֿאַר דער אָפּעראַטאָר.
די לעצט פּראָדוקט רעזולטאַטן אין אַ פּלאַסטיק בויגן מיט אַ פאָטאָ נעגאַטיוו פון די פּקב מיט שוואַרץ טינט. פֿאַר די ינער לייַערס פון פּקב, שוואַרץ טינט רעפּראַזענץ די קאַנדאַקטיוו קופּער טיילן פון די פּקב. די רוען קלאָר טייל פון די בילד דינאָוץ די געביטן פון ניט-קאַנדאַקטיוו מאַטעריאַל. די ויסווייניקסט לייַערס נאָכגיין די פאַרקערט מוסטער: קלאָר פֿאַר קופּער, אָבער שוואַרץ רעפערס צו די שטח וואָס וועט זיין עטשט אַוועק. דער פּלאָטער אַנטוויקלען די פילם אויטאָמאַטיש, און דער פילם איז סיקיורלי סטאָרד צו פאַרמייַדן קיין אַנוואָנטיד קאָנטאַקט.
יעדער שיכטע פון פּקב און סאַדער מאַסקע באקומט זיין אייגענע קלאָר און שוואַרץ פילם בויגן. אין גאַנץ, אַ צוויי-שיכטע פּקב דאַרף פיר שיץ: צוויי פֿאַר די לייַערס און צוויי פֿאַר די סאַדער מאַסקע. באטייטיק, אַלע די פילמס האָבן צו שטימען צו יעדער אנדערער. ווען געוויינט אין האַרמאָניע, זיי מאַפּע די פּקב אַליינמאַנט.
צו דערגרייכן שליימעסדיק אַליינמאַנט פון אַלע פילמס, די רעגיסטראַציע האָלעס זאָל זיין פּאַנטשט דורך אַלע פילמס. די פּינטלעכקייט פון די לאָך אַקערז דורך אַדזשאַסטינג די טיש אויף וואָס דער פילם זיצט. ווען די קליינטשיק קאַלאַבריישאַנז פון די טיש פירן צו אַ אָפּטימאַל גלייַכן, די לאָך איז פּאַנטשט. די האָלעס וועלן פּאַסיק אין די רעגיסטראַציע פּינס אין דער ווייַטער שריט פון די ימאַגינג פּראָצעס.
אויך לייענען: דורך לאָך קעגן סורפאַסע בארג | וואָס איז די חילוק?
▲ צוריק ▲
דער שריט בלויז אַפּלייז צו באָרדז מיט מער ווי צוויי לייַערס. פּשוט צוויי-שיכטע באָרדז האָפּקען פאָרויס צו דרילינג. קייפל שיכטע באָרדז דאַרפן מער טריט.
דער ערשטער שריט איז צו ריין די קופּער.
אין פּקב קאַנסטראַקשאַן, ריינקייַט איז וויכטיק. די קופּער-סיידאַד לאַמאַנייט איז קלינד און דורכגעגאנגען אין אַ דיקאַנטאַמאַנייטיד סוויווע. געדענקען שטענדיק צו מאַכן זיכער אַז קיין שטויב קומט אויף די ייבערפלאַך ווו עס קען פאַרשאַפן אַ קורץ אָדער עפענען קרייַז אויף די פאַרטיק פּקב.
די ריין טאַפליע נעמט אַ שיכטע פון אַ פאָטאָ-שפּירעוודיק פילם גערופֿן פאָטאָרעסיסט. דער דרוקער ניצט שטאַרק ווו לאַמפּס וואָס פאַרגליווערט די פאָטאָרעסיסט דורך די קלאָר פילם צו דעפינירן די קופּער מוסטער.
דאָס ינשורז אַ פּינטלעך גלייַכן פון די פאָטאָ פילמס צו די פאָטאָרעסיסט.
דער אָפּעראַטאָר לאָודז די ערשטער פילם אויף די פּינס, דערנאָך די קאָוטאַד טאַפליע און דער צווייט פילם. די דרוקער בעט האט רעגיסטראַציע פּינס וואָס ריכטן זיך די האָלעס אין די פאָטאָ מכשירים און אין די טאַפליע, אַזוי אַז די שפּיץ און דנאָ לייַערס זענען פּונקט אַליינד.
דער פילם און ברעט זייַנען זיך און באַקומען אַ בלאַסט פון ווו ליכט. די ליכט פּאַסיז דורך די קלאָר טיילן פון דעם פילם און פאַרגליווערט די פאָטאָרעסיסט אויף די קופּער ונטער. די שוואַרץ טינט פון די פּלאָטטער פּריווענץ די ליכט צו דערגרייכן די געביטן וואָס זענען נישט מענט צו פאַרגליווערן, און זיי זענען סלייסט פֿאַר באַזייַטיקונג.
אונטער די שוואַרץ געביטן, די קעגנשטעל בלייבט בעשאָלעם. די קלעאַנראָאָם ניצט געל לייטינג ווייַל די פאָטאָרעסיסט איז שפּירעוודיק פֿאַר ווו ליכט.

די פּראָדוקט ימערדזשיז מיט אַ רעכט קעגנשטעל קאַווערינג די קופּער געביטן וואָס זענען מענט צו בלייבן אין די לעצט פאָרעם. א טעכניקער יגזאַמאַנז די באָרדז צו ענשור אַז קיין ערראָרס פאַלן אין דעם בינע. כל די אַנטקעגנשטעלנ אין דעם פונט דינאָוץ די קופּער וואָס וועט אַרויסקומען אין די פאַרטיק פּקב.
אויך לייענען: פּקב פּלאַן | פּקב מאַנופאַקטורינג פּראָצעס לויפן, פּפּט און פּדף
▲ צוריק ▲
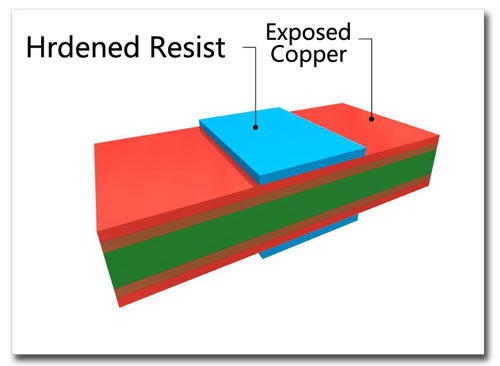
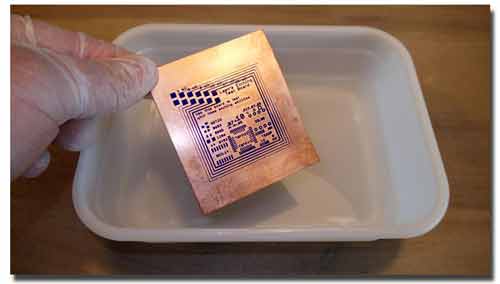
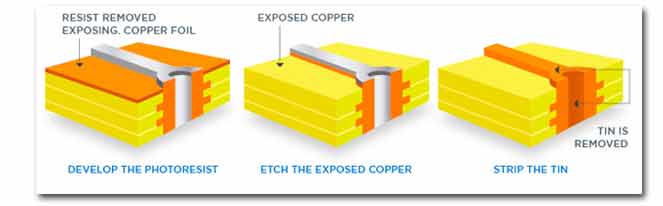
טרעפּל 4: קופּער עטשינג - רימוווינג די אַנוואָנטיד קופּער
אין פּקב פאַבריקיישאַן, עטשינג איז אַ פּראָצעס פון באַזייַטיקונג פון אַנוואָנטיד קופּער (קו) פון די קרייַז ברעט. די אַנוואָנטיד קופּער איז גאָרנישט אָבער די ניט-קרייַז קופּער וואָס איז אַוועקגענומען פון דעם ברעט. ווי אַ רעזולטאַט, דער געוואלט קרייַז מוסטער איז אַטשיווד. בעשאַס דעם פּראָצעס, די באַזע קופּער אָדער די אָנהייב קופּער זענען אַוועקגענומען פון דעם ברעט.
די ונהאַרדעד פאָטאָרעסיסט איז אַוועקגענומען און די פאַרגליווערט אַנטקעגנשטעלנ פּראַטעקץ די געבעטן קופּער, די ברעט לייזונג צו אַנוואָנטיד קופּער באַזייַטיקונג. מיר נוצן זויער עטטשער צו וואַשן די וידעפדיק קופּער. דערווייַל, די קופּער וואָס מיר וועלן צו האַלטן בלייבט גאָר באדעקט אונטער די שיכטע פון פאָטאָ-אַנטקעגנשטעלנ.
די פּקב מאַניאַפאַקטשערערז יוזשאַוואַלי נוצן אַ נאַס עטשינג פּראָצעס. אין נאַס עטשינג, די אַנוואָנטיד מאַטעריאַל איז צעלאָזן ווען געטובלט אין אַ כעמיש לייזונג.
עס זענען צוויי מעטהאָדס פון נאַס עטשינג:
● אַלקאַליין עטשינג (אַמאָוניאַקאַל)
די אַסידיק אופֿן איז געניצט צו יטשינג אַוועק די ינער לייַערס אין אַ פּקב. דעם אופֿן ינוואַלווז כעמיש סאָלוואַנץ ווי פעריק קלאָרייד (FeCl3) OR קופּריק קלאָרייד (CuCl2).
די אַלקאַליין אופֿן איז געניצט צו עטש אַוועק די ויסווייניקסט לייַערס אין אַ פּקב. דאָ, די קעמיקאַלז זענען געניצט קלאָרייד קופּער (CuCl2 קאַסטלע, 2 ה 2 אָ) + הידראָטשלאָרידע (הקל) + הידראָגען פּעראַקסייד (ה 2 אָ 2) + וואַסער (H2O) זאַץ. די אַלקאַליין אופֿן איז אַ שנעל פּראָצעס און איז אַ ביסל טייַער.
דער פּראָצעס איז קערפאַלי קאַנטראָולד צו ענשור אַז די פאַרטיק אָנפירער ווידטס זענען פּונקט ווי דיזיינד. אָבער דיזיינערז זאָל זיין אַווער אַז טיקער קופּער פוילז דאַרפֿן מער ספּייסאַז צווישן די טראַקס. דער אָפּעראַטאָר קאָנטראָלירט קערפאַלי אַז אַלע אַנוואָנטיד קופּער איז עטשט אַוועק
אַמאָל די אַנוואָנטיד קופּער איז אַוועקגענומען, די ברעט איז פּראַסעסט פֿאַר סטריפּינג ווו די צין אָדער צין / דאַר אָדער די פאָטאָרעסיסט איז אַוועקגענומען פון דעם ברעט.
איצט, אַנוואָנטיד קופּער איז אַוועקגענומען מיט די הילף פון אַ כעמיש לייזונג. דער לייזונג וועט אַראָפּנעמען עקסטרע קופּער אָן כאַרמינג די פאַרגליווערט פאָטאָרעסיסט.
אויך לייענען: ווי אַזוי צו רעסיקלע אַ וויסט פּרינטעד קרייַז ברעט? | טינגז איר זאָל וויסן
▲ צוריק ▲
טרעטן 5: שיכטע אַליינמאַנט - לאַמאַנייטינג די לייַערס צוזאַמען
צוזאַמען מיט דין לייַערס פון קופּער שטער צו דעקן די פונדרויסנדיק סערפאַסיז פון די שפּיץ און דנאָ זייטן פון דעם ברעט, שיכטע פּערז זענען סטאַקט צו שאַפֿן אַ פּקב "סענדוויטש." צו פאַסילאַטייט די באַנדינג פון די לייַערס, יעדער שיכטע פּאָר וועט זיין ינסערטאַד צווישן זיי "פּרעפּרעג". פּרעפּרעג איז אַ פייבערגלאַס מאַטעריאַל ימפּרעגנייטאַד מיט יפּאַקסי סמאָלע וואָס וועט צעלאָזן בעשאַס די היץ און דרוק פון די לאַמינאַטיאָן פּראָצעס. ווען די פּרעפּרעג קולז, עס וועט פאַרבינדן די שיכטע פּערז צוזאַמען.
צו פּראָדוצירן אַ Multi- שיכטע פּקב, אָלטערנייטינג לייַערס פון יפּאַקסי-ינפיוזד פייבערגלאַס בויגן גערופֿן פּרעפּרעג און קאַנדאַקטיוו האַרץ מאַטעריאַלס זענען לאַמאַנייטאַד צוזאַמען אונטער הויך טעמפּעראַטור און דרוק מיט אַ הידראַוליק פּרעס. די דרוק און היץ זייַנען די פּרעפּרעג צו צעלאָזן און פאַרבינדן די לייַערס צוזאַמען. נאָך קאָאָלינג, די ריזאַלטינג מאַטעריאַל גייט די זעלבע מאַנופאַקטורינג פּראַסעסאַז ווי אַ טאָפּל-סיידיד פּקב. דאָ ס מער דעטאַל וועגן די לאַמינאַטיאָן פּראָצעס מיט אַ 4-שיכטע פּקב ווי אַ ביישפּיל:

קאָמפּאָסיטינג די ברעט צוזאַמען בעשאַס דעם פאַסע ריקווייערז אַ פּלאַץ פון ופמערקזאַמקייט צו דעטאַל צו האַלטן די ריכטיק אַליינמאַנט פון די קרייַז אויף די פאַרשידענע לייַערס. אַמאָל די אָנלייגן איז פאַרענדיקן, די סאַנוויטשט לייַערס זענען לאַמאַנייטאַד, און די היץ און דרוק פון די לאַמינאַטיאָן פּראָצעס וועט פיוזינג די לייַערס צוזאַמען אין איין קרייַז ברעט.
▲ צוריק ▲
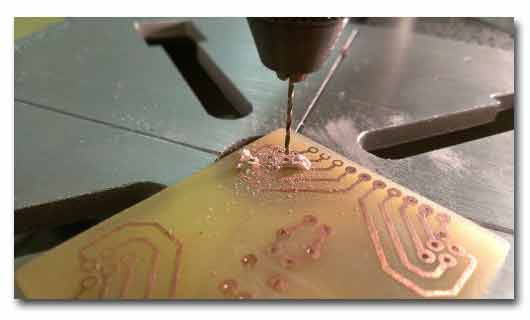
שריט קסנומקס: דרילינג האָלעס - פֿאַר אַטאַטשינג קאַמפּאָונאַנץ
וויאַז, מאַונטינג און אנדערע האָלעס זענען דרילד דורך די פּקב (יוזשאַוואַלי אין טאַפליע סטאַקס, דיפּענדינג אויף די טיף פון די בויער). אַקיעראַסי און ריין ווענט פון די לאָך זענען יקערדיק און סאַפיסטיקייטאַד אָפּטיקס צושטעלן דאָס.
צו געפֿינען דעם אָרט פון די בויער טאַרגאַץ, אַן X-Ray לאָקאַטאָר יידענאַפייד די געהעריק בויער ציל ספּאַץ. דערנאָך, די געהעריק רעגיסטראַציע האָלעס זענען באָרד צו באַוואָרענען דעם אָנלייגן פֿאַר די סעריע פון מער ספּעציפיש האָלעס.
איידער דרילינג, דער טעכניקער שטעלן אַ ברעט פון באַפער מאַטעריאַל אונטער די בויער ציל צו ענשור אַז אַ ריין נודניק איז ענאַקטאַד. די אַרויסגאַנג מאַטעריאַל פּריווענץ קיין ומנייטיק טירינג אויף די ויסגאַנג פון דער בויער.
א קאָמפּיוטער קאָנטראָלס יעדער מיקראָ-באַוועגונג פון די בויער - עס איז בלויז נאַטירלעך אַז אַ פּראָדוקט וואָס באַשטימט די נאַטור פון מאשינען וואָלט פאַרלאָזנ זיך קאָמפּיוטערס. די קאָמפּיוטער-געטריבן מאַשין ניצט די דרילינג טעקע פֿון דער אָריגינעל פּלאַן צו ידענטיפיצירן די געהעריק ספּאַץ צו נודניק.
אַמאָל האָלעס זענען דרילד, זיי קלינד מיט כעמיש און מעטשאַניקאַל פּראַסעסאַז צו באַזייַטיקן סמאָלע און דעבריס געפֿירט דורך דרילינג. די גאנצע יקספּאָוזד ייבערפלאַך פון דעם ברעט, אַרייַנגערעכנט די ינלענדיש פון די האָלעס, איז דאַן כעמיש קאָוטאַד מיט אַ דין פּלאַסט פון קופּער. אין דעם ווייַטער שריט, עס קריייץ אַ מעטאַלליק באַזע פֿאַר ילעקטראַפּלייטינג נאָך קופּער אין די האָלעס און אויף די ייבערפלאַך.
נאָך דעם ווי די דרילינג קאַמפּליץ זיך, די נאָך קופּער וואָס שורות די עדזשאַז פון די פּראָדוקציע טאַפליע איז דורכגעקאָכט דורך אַ פּראָפילינג געצייַג.
▲ צוריק ▲
טרעטן 7: אָטאַמייטיד אָפּטיש דורכקוק (בלויז מולטי-לייַער פּקב)
נאָך לאַמינאַטיאָן, עס איז אוממעגלעך צו סאָרט אויס ערראָרס אין ינער לייַערס. דעריבער די טאַפליע איז אונטערטעניק צו אָטאַמאַטיק אָפּטיש דורכקוק איידער באַנדינג און לאַמינאַטיאָן. די מאַשין סקאַנז די לייַערס מיט אַ לאַזער סענסער און קאַמפּערד עס מיט דער אָריגינעל גערבער טעקע צו רשימה דיספּרישאַנז, אויב עס איז.
נאָך אַלע לייַערס זענען ריין און גרייט, זיי דאַרפֿן צו זיין ינספּעקטיד פֿאַר אַליינמאַנט. די ינער שיכטע און ויסווייניקסט שיכטע וועט זיין ליינד מיט די דרילד האָלעס פריער. אַן אָפּטיש זעץ מאַשין דרילז אַ שטיפט איבער די האָלעס צו האַלטן לייַערס אַליינד. נאָך דעם, די דורכקוק פּראָצעס סטאַרץ צו מאַכן זיכער אַז עס זענען קיין ימפּערפעקשאַנז.
די מערסט פּראָסט געשעענישן וואָס פאַלן בעשאַס די שיכטע בילד פּראָצעס וואָס רעזולטאַט אין אַ קורץ אָדער עפענען פֿאַרבונדענע אַרויסגעבן זענען:
● בילד איז יקספּאָוזד ינקערעקטלי, געפֿירט צו אַ פאַרגרעסערן / פאַרקלענערן פון די גרייס פון פֿעיִקייטן.
● די נעבעך טרוקן פילם אַנטהאַלטן אַדכיזשאַן וואָס קען פאַרשאַפן ניקס, קאַץ אָדער פּינכאָלז אין די עטשט מוסטער.
● קופּער איז אונטער-עטשט, געלאזן אַנוואָנטיד קופּער אָדער קאָזינג וווּקס אין שטריך גרייס אָדער קורצע הייזלעך.
● קופּער איז איבער-עטשט, רימוווינג די קופּער פֿעיִקייטן וואָס זענען נייטיק, קריייטינג רידוסט פֿעיִקייטן אָדער קאַץ.
לעסאָף, AOI איז אַ וויכטיק טייל פון די מאַנופאַקטורינג פּראָצעס וואָס העלפּס צו ענשור אַקיעראַסי, קוואַליטעט און צייט-עקספּרעס פון אַ פּקב.
▲ צוריק ▲
אַקסייד (גערופן שוואַרץ אַקסייד, אָדער ברוין אַקסייד דיפּענדינג אויף דעם פּראָצעס), איז אַ כעמישער באַהאַנדלונג פֿאַר ינער לייַערס פון מאַלטי-שיכטע פּקבס איידער לאַמינאַטיאָן, פֿאַר ינקריסינג די ראַפנאַס פון קלאַד קופּער צו פֿאַרבעסערן די שטאַרקייט פון לאַמאַנייט בונד. דער פּראָצעס העלפּס צו פאַרמיידן דילאַמאַניישאַן אָדער די צעשיידונג צווישן די לייַערס פון באַזע מאַטעריאַל אָדער צווישן די לאַמאַנייט און די קאַנדאַקטיוו שטער ווען דער מאַנופאַקטורינג פּראָצעס איז גאַנץ.
טרעטן 9: ויסווייניקסט שיכטע עטשינג & לעצט סטריפּינג
פאָטאָרעסיסט סטריפּינג
אַמאָל די טאַפליע איז פּלייטיד, די פאָטאָ-רעסיסט איז אַנדיזייראַבאַל און דאַרף זיין סטריפּט פון די טאַפליע. דעם איז געשען אין אַ האָריזאָנטאַל פּראָצעס מיט אַ ריין אַלקאַליין לייזונג אַז יפעקטיוולי רימוווז די פאָטאָ-אַנטקעגנשטעלנ זיך די באַזע קופּער פון די טאַפליע יקספּאָוזד פֿאַר באַזייַטיקונג אין דער ווייַטער עטשינג פּראָצעס
די צין גאַרדז די ידעאַל קופּער אין דעם בינע. די אַנדיזייראַבאַל יקספּאָוזד קופּער און קופּער אונטער די מנוחה פון די אַנטקעגנשטעלנ שיכטע דערפאַרונג באַזייַטיקונג. אין דעם עטשינג, מיר נוצן אַמאָוניאַק עטטשער צו עטש אַוועק די אַנדיזייראַבאַל קופּער. אין דער דערווייל, די צין סיקיורז די פארלאנגט קופּער בעשאַס דעם בינע.
די קאַנדאַקטינג געגנטן און קאַנעקשאַנז זענען לעגאַמרע געזעצט אין דעם בינע.
צין סטריפּינג
נאָך די עטשינג פּראָצעס, די קופּער פאָרשטעלן אויף די פּקב איז באדעקט דורך די עטשעס אַנטקעגנשטעלנ זיך, הייסט די צין, וואָס איז ניט מער פארלאנגט. דעריבער, מיר פּאַס עס אַוועק איידער מיר פאָרזעצן ווייַטער. איר קענען נוצן קאַנסאַנטרייטאַד ניטריק זויער צו באַזייַטיקן די צין. ניטריק זויער איז זייער עפעקטיוו אין רימוווינג צין און טוט נישט שעדיקן די קופּער קרייַז שפּור אונטער די צין מעטאַל. איצט איר איצט האָבן אַ קלאָר קופּער אַוטליין אויף די פּקב.
אַמאָל די פּלייטינג איז קאַמפּליטיד אויף די טאַפליע, די טרוקן פילם אַנטקעגנשטעלנ זיך וואָס בלייבט און די קופּער וואָס ליגט אונטער דאַרף זיין אַוועקגענומען. דער טאַפליע וועט איצט דורכגיין דעם פּאַס-עטש-פּאַס (סעס) פּראָצעס. דער טאַפליע איז סטריפּט פון די אַנטקעגנשטעלנ זיך און די קופּער וואָס איז איצט יקספּאָוזד און איז נישט באדעקט דורך צין וועט זיין עטשט אַוועק אַזוי אַז בלויז די טראַסעס און די פּאַדס אַרום די האָלעס און אנדערע קופּער פּאַטערנז בלייבן. די טרוקן פילם איז אַוועקגענומען פון צין-פּלייטאַד פּאַנאַלז און די יקספּאָוזד קופּער (נישט פּראָטעקטעד דורך צין) איז עטשט אַוועק און געלאזן די געוואלט קרייַז מוסטער. אין דעם פונט, די פונדאַמענטאַל קרייַז פון דעם ברעט איז געענדיקט
▲ צוריק ▲
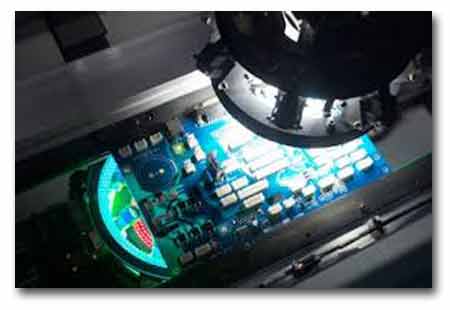
טרעטן 10: סאַדער מאַסקע, סילקסקרעען און ייבערפלאַך פינישעס
צו באַשיצן די ברעט בעשאַס פֿאַרזאַמלונג, די סאַדער מאַסקע איז געווענדט מיט אַ UV ויסשטעלן פּראָצעס ענלעך צו די וואָס איז געוויינט מיט די פאָטאָרעסיסט. דעם סאַדער מאַסקע וועט דעקן די גאנצע ייבערפלאַך פון די ברעט אַחוץ פֿאַר די מעטאַל פּאַדס און פֿעיִקייטן וואָס זענען סאָלד. אין אַדישאַן צו די סאַדער מאַסקע, דער קאָמפּאָנענט דערמאָנען דעזיגנייטערז און אנדערע ברעט מאַרקינגז זענען זייַד סקרינד אויף די ברעט. ביידע די סאַדער מאַסקע און די סילקסקרעען טינט זענען געהיילט דורך באַקינג די קרייַז ברעט אין אַ ויוון.
די קרייַז ברעט וועט אויך האָבן אַ ייבערפלאַך ענדיקן געווענדט צו זיין יקספּאָוזד מעטאַל סערפאַסיז. דאָס העלפּס צו באַשיצן די יקספּאָוזד מעטאַל און העלפּס אין די סאַדערינג אָפּעראַציע בעשאַס פֿאַרזאַמלונג. איין ביישפּיל פון אַ ייבערפלאַך ענדיקן איז הייס לופט סאַדער לעוועלינג (HASL). דער ברעט איז ערשטער קאָוטאַד מיט פלאַקס צו צוגרייטן עס פֿאַר די סאַדער און דערנאָך דיפּט אין אַ וואַנע פון מאָולטאַן סאַדער. ווען די ברעט איז אַוועקגענומען פון די סאַדער וואַנע, אַ הויך-דרוק בלאַסט פון הייס לופט רימוווז וידעפדיק סאַדער פון די האָלעס און סמודז די סאַדער אויף די ייבערפלאַך מעטאַל.
די סאָלדער מאַסקע אַפּלאַקיישאַן
א סאַדער מאַסקע איז געווענדט צו ביידע זייטן פון דעם ברעט, אָבער איידער די פּאַנאַלז זענען באדעקט מיט אַן יפּאַקסי סאַדער מאַסקע טינט. די באָרדז באַקומען אַ פלאַש פון ווו ליכט וואָס גייט דורך אַ סאַדער מאַסקע. די קאַווערד פּאָרשאַנז בלייבן ונהאַרדעד און וועט אַנדערגאָו באַזייַטיקונג.
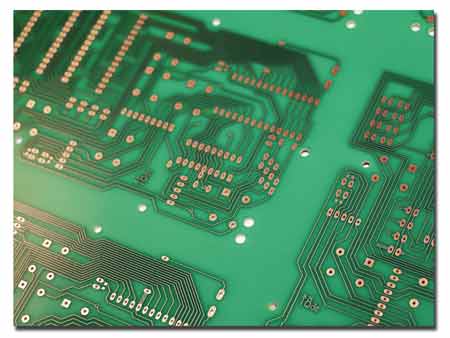
גרין איז אויסדערוויילט ווי דער נאָרמאַל סאַדער מאַסקע קאָליר ווייַל עס טוט נישט שפּאַנונג די אויגן. איידער מאַשינז קען דורכקוקן פּקבס בעשאַס די מאַנופאַקטורינג און פֿאַרזאַמלונג פּראָצעס, עס זענען געווען אַלע מאַנואַל ינספּעקשאַנז. די שפּיץ ליכט געניצט פֿאַר טעקנישאַנז צו קאָנטראָלירן די באָרדז איז ניט ריפלעקס אויף אַ גרין סאַדער מאַסקע און איז בעסטער פֿאַר זייערע אויגן.
די נאָומאַנקלייטשער (סילקסקרעען)
די זייַד זיפּונג אָדער פּראָפילינג איז דער פּראָצעס פון פּרינטינג אַלע קריטיש אינפֿאָרמאַציע אויף די פּקב, אַזאַ ווי פאַבריקאַנט שייַן, פירמע נאָמען קאָמפּאָנענט נומערן, דיבאַגינג פונקטן. דאָס איז נוציק בשעת סערוויס און פאַרריכטן.

עס איז אויך די מערסט קינסט פּראָצעס פון פּקב מאַנופאַקטורינג. די כּמעט קאַמפּליטיד ברעט נעמט דרוקן פון מענטשן-ליינעוודיק אותיות, יוזשאַוואַלי געוויינט צו ידענטיפיצירן קאַמפּאָונאַנץ, פּרובירן ווייזט, פּקב און פּקבאַ טייל נומערן, ווארענונג סימבאָלס, פירמע לאָגאָס, דאַטע קאָדעס און פאַבריקאַנט מאַרקס.
די פּקב לעסאָף פּאַסיז צו די לעצטע קאָוטינג און קיורינג בינע.
די גאָלד אָדער זילבער ייבערפלאַך ענדיקן
די פּקב איז פּלייטאַד מיט גאָלד אָדער זילבער צו געבן אַן עקסטרע סאַדער-פיייקייט צו דעם ברעט, וואָס וועט פאַרגרעסערן די בונד פון די סאַדער.
די אַפּלאַקיישאַן פון יעדער ייבערפלאַך ענדיקן קען בייַטן אַ ביסל אין דעם פּראָצעס אָבער ינוואַלווז דיפּינג די טאַפליע אין אַ כעמיש וואַנע צו דעקן קיין יקספּאָוזד קופּער מיט די געבעטן ענדיקן.
די לעצט כעמיש פּראָצעס געניצט צו פּראָדוצירן אַ פּקב איז אַפּלייינג די ייבערפלאַך ענדיקן. בשעת די סאַדער מאַסקע קאַוועריז רובֿ פון די קרייַזבויגן, די ייבערפלאַך ענדיקן איז דיזיינד צו פאַרמייַדן אַקסאַדיישאַן פון די רוען יקספּאָוזד קופּער. דאָס איז וויכטיק ווייַל אַקסאַדייזד קופּער קענען ניט זיין סאָלדערד. עס זענען פילע פאַרשידענע ייבערפלאַך פינישעס וואָס קענען זיין געווענדט צו אַ קרייַז ברעט. די מערסט פּראָסט איז הייס לופט סאָלדער לעוועל (HASL), וואָס איז געפֿינט ווי געפירט און פירן-פריי. דיפּענדינג אויף די ספּעסאַפאַקיישאַנז פון די פּקב, אַפּלאַקיישאַן אָדער פֿאַרזאַמלונג פּראָצעס, פּאַסיק ייבערפלאַך פינישעס קענען אַרייַננעמען עלעקטראָלעסס ניקאַל יממערסיאָן גאָלד (ENIG), ווייך גאָלד, שווער גאָלד, יממערסיאָן זילבער, יממערסיאָן צין, אָרגאַניק סאָלדעראַביליטי פּריזערוואַטיוו (OSP), און אנדערע.
די פּקב איז פּלייטאַד מיט אַ גאָלד, זילבער אָדער בלייַ-פריי כאַסאַל אָדער הייס לופט סאַדער לעוועלינג ענדיקן. דאָס איז דורכגעקאָכט אַזוי אַז די קאַמפּאָונאַנץ קענען זיין סאַדערד צו די פּאַדס באשאפן און צו באַשיצן די קופּער.
▲ צוריק ▲
טרעטן 12: עלעקטריקאַל טעסט - טעסטינג פליענדיק זאָנד
ווי אַ לעצט פּריקאָשאַן פֿאַר דיטעקשאַן, די ברעט וועט זיין טעסטעד דורך די טעכניקער פֿאַר פאַנגקשאַנאַליטי. אויף דעם פונט, זיי נוצן די אָטאַמייטיד פּראָצעדור צו באַשטעטיקן די פאַנגקשאַנאַליטי פון די פּקב און די קאַנפאָרמאַטי צו די אָריגינעל פּלאַן.
יוזשאַוואַלי, אַ אַוואַנסירטע ווערסיע פון עלעקטריקאַל טעסטינג איז גערופן פליענדיק זאָנד טעסטינג וואָס דעפּענדס אויף מאָווינג פּראָבעס צו פּרובירן די עלעקטריקאַל פאָרשטעלונג פון יעדער נעץ אויף אַ נאַקעט קרייַז ברעט, וועט זיין געוויינט אין די עלעקטריקאַל פּרובירן.
קיין שאָרץ אָדער אָפּענס וועט זיין ידענטיפיעד, ענייבאַלינג דער אָפּעראַטאָר צו מאַכן אַ פאַרריכטן אָדער אַוועקוואַרפן די פּקב ווי דעפעקטיווע. דעפּענדינג אויף די קאַמפּלעקסיטי פון דעם פּלאַן און די נומער פון פּרובירן ווייזט, עס קען נעמען אַן עלעקטריקאַל פּרובירן ערגעץ פון עטלעכע סעקונדעס צו עטלעכע שעה צו פאַרענדיקן.
דיפּענדינג אויף פאַרשידן סיבות אַזאַ ווי די קאַמפּלעקסיטי פון דעם פּלאַן, שיכטע ציילן און ריזיקירן פאַקטאָר, עטלעכע קאַסטאַמערז קלייַבן צו פאַרלאָזן עלעקטריקאַל טעסטינג צו שפּאָרן צייט און קאָסטן. דאָס קען זיין גוט פֿאַר פּשוט טאָפּל-סיידאַד פּקבס, וווּ ניט פילע טינגז קענען זיין פאַלש, אָבער מיר שטענדיק רעקאָמענדירן עלעקטריקאַל טעסץ אויף מאַלטי-שיכטע דיזיינז ראַגאַרדלאַס פון קאַמפּלעקסיטי. (עצה: צוגעשטעלט דיין פאַבריקאַנט אַ "נעטליסט" אין אַדישאַן צו דיין פּלאַן טעקעס און פאַבריקיישאַן הערות איז איין וועג צו פאַרמיידן אומגעריכט ערראָרס.)
▲ צוריק ▲
טרעטן קסנומקס: פאַבריקיישאַן - פּראָפילינג און V- סקאָרינג
אַמאָל אַ פּקב טאַפליע האט קאַמפּליטיד עלעקטריקאַל טעסטינג, די באָרדז זענען גרייט צו זיין אפגעשיידט פון די טאַפליע. דער פּראָצעס איז דורכגעקאָכט דורך אַ קנק מאַשין אָדער ראָוטער, וואָס רוץ יעדער ברעט אויס פון די טאַפליע צו די פארלאנגט פאָרעם און גרייס. די ראָוטער ביטס יוזשאַוואַלי געוויינט זענען 0.030 - 0.093 אין גרייס און צו פאַרגיכערן דעם פּראָצעס, קייפל פּאַנאַלז קענען זיין סטאַקט צוויי אָדער דרייַ הויך דיפּענדינג אויף די קוילעלדיק גרעב פון יעדער. בעשאַס דעם פּראָצעס, די קנק מאַשין איז אויך ביכולת צו פאַבריק פאַבריק סלאָץ, טשאַמפערס און בעוועלעד עדזשאַז מיט אַ פאַרשיידנקייַט פון פאַרשידענע ראַוטער ביט סיזעס.
די רוטינג פּראָצעס איז אַ מילינג פּראָצעס אין וואָס אַ רוטינג ביסל איז געניצט צו שנייַדן די פּראָפיל פון דער געוואלט ברעט קאַנטור. די פּאַנאַלז זענען “פּיננעד און סטאַקט"ווי פריער געטאן בעשאַס די" דרילל "פּראָצעס. די געוויינטלעך אָנלייגן איז 1-4 פּאַנאַלז.
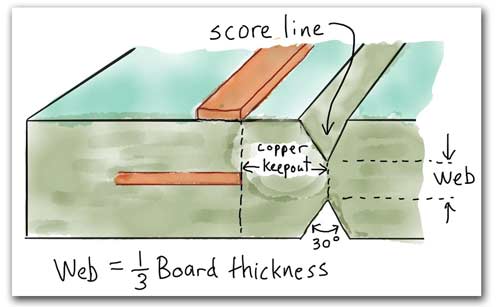
צו פּראָפיל די פּקבס און שנייַדן זיי אויס פון די פּראָדוקציע טאַפליע, מיר דאַרפֿן קאַטינג, וואָס איז צו שנייַדן פאַרשידענע באָרדז פֿון דער אָריגינעל טאַפליע. דער מעטאָד איז געניצט צו נוצן אַ ראַוטער אָדער אַ V- נאָרע און א ראַוטער בלעטער קליין טאַבס צוזאמען די ברעט עדזשאַז בשעת די V- נאָרע שנייַדן דיאַגאָנאַל טשאַנאַלז ביי ביידע זייטן פון דעם ברעט. אין ביידע וועגן, די באָרדז קענען יזאַלי אַרויסקריגן פון די טאַפליע.
אַנשטאָט רוטינג יחיד קליין באָרדז, די פּקבס קען זיין רוטיד ווי ערייז מיט קייפל באָרדז מיט טאַבס אָדער כעזשבן שורות. דאָס אַלאַוז גרינגער פֿאַרזאַמלונג פון קייפל באָרדז אין דער זעלביקער צייט, און דער אַסעמבלער קענען צו ברעכן באַזונדער די באָרדז ווען די פֿאַרזאַמלונג איז גאַנץ.
לעסאָף, די באָרדז וועט זיין אָפּגעשטעלט פֿאַר ריינקייַט, שאַרף עדזשאַז, בוררס, עטק.
טרעטן 14: מיקראָסעקטיאָנינג - די עקסטרע שריט
מיקראָ סעקשאַן (אויך באַוווסט ווי אַ קרייַז-אָפּטיילונג) איז אַן אַפּשאַנאַל שריט אין די פּקב מאַנופאַקטורינג פּראָצעס, אָבער איז אַ ווערטפול געצייַג געניצט צו וואַלאַדייט די ינערלעך קאַנסטראַקשאַן פון אַ פּקב פֿאַר ביידע וועראַפאַקיישאַן און דורכפאַל אַנאַליסיס צוועקן. צו מאַכן אַ מוסטער פֿאַר די מייקראַסקאַפּיק דורכקוק פון דעם מאַטעריאַל, אַ קרייַז-אָפּטיילונג פון די פּקב איז שנייַדן און געשטעלט אין אַ ווייך אַקריליק וואָס כאַרדאַנז אַרום אים אין די פאָרעם פון אַ האָקי פּאַק. דער אָפּטיילונג איז דעמאָלט פּאַלישט און וויוד אונטער אַ מיקראָסקאָפּ. א דיטיילד דורכקוק קענען זיין דורכגעקאָכט דורך קאָנטראָלירונג פון פילע דעטאַילס אַזאַ ווי פּלייטינג גרעב, בויער קוואַליטעט און קוואַליטעט פון ינערלעך ינטערקאַנעקץ.

טרעטן 15: לעצט דורכקוק - פּקב קוואַליטי קאָנטראָל
אין די לעצטע שריט פון דעם פּראָצעס, די ינספּעקטערז זאָל געבן יעדער פּקב אַ לעצט אָפּגעהיט קאָנטראָל. וויסואַל קאָנטראָלירונג די פּקב קעגן אַקסעפּטאַנס קרייטיריאַ. ניצן מאַנואַל וויזשאַוואַל דורכקוק און אַווי - קאַמפּערד פּקב מיט גערבער און האט אַ פאַסטער קאָנטראָלירונג גיכקייַט ווי מענטשלעך ייז, אָבער נאָך ריקווייערז מענטשלעך וועראַפאַקיישאַן. כל אָרדערס זענען אויך אונטערטעניק צו אַ פול דורכקוק, אַרייַנגערעכנט דימענשאַנאַל, סאַדעראַביליטי, עטק צו ענשור די פּראָדוקט מיץ אונדזער קונה ס סטאַנדאַרדסאיידער די פּאַק און שיף, אַ 100% קוואַליטעט קאָנטראָל איז דורכגעקאָכט אַנבאָרד פּלאַץ.

● IPC-A-600 - אַקסעפּטאַביליטי פון פּרינטעד באָרדז, וואָס דיפיינז אַן אינדוסטריע-ברייט קוואַליטעט סטאַנדאַרט פֿאַר אַקסעפּטאַנס פון פּקבס.
● IPC-6012 - קוואַליפיקאַציע און פאָרשטעלונג ספּעציפיצירן פֿאַר שטרענג באָאַרדס, וואָס באַשטימט די טייפּס פון שטרענג באָרדז און באשרייבט די באדערפענישן צו טרעפן בעשאַס פאַבריקיישאַן פֿאַר דריי פאָרשטעלונג קלאסן פון באָרדז - קלאַס 1, 2 & 3
א פּיסי קלאַס 1 וואָלט האָבן אַ לימיטעד לעבן, און די פאָדערונג איז סימפּלי די פונקציע פון די סוף-נוצן פּראָדוקט (למשל, גאַראַזש טיר אָפּענער).
א פּיסי פון קלאַס 2 וואָלט זיין דילינג מיט קאַנטיניואַסלי פאָרשטעלונג, עקסטענדעד לעבן און אַנינעראַפּטיד סערוויס איז געוואלט, אָבער נישט קריטיש (למשל אַ פּיסי מאָטהערבאָאַרד).
א קלאַס 3 פּקב וואָלט אַרייַננעמען סוף-נוצן ווען פאָרזעצן הויך פאָרשטעלונג אָדער פאָרשטעלונג אויף מאָנען איז קריטיש, דורכפאַל קענען ניט זיין טאָלעראַטעד, און די פּראָדוקט מוזן פונקציאָנירן ווען פארלאנגט (למשל פלי קאָנטראָל אָדער פאַרטיידיקונג סיסטעמען).
▲ צוריק ▲
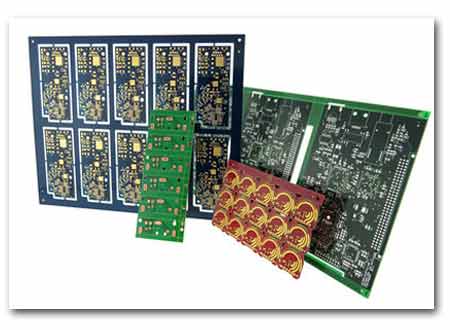
טרעפּל 16: פּאַקקאַגינג - סערוועס וואָס איר דאַרפֿן
באָרדז זענען אלנגעוויקלט מיט מאַטעריאַלס וואָס נאָכקומען מיט די סטאַנדאַרט פּאַקקאַגינג פאדערונגען און דערנאָך באַקסיד איידער שיפּינג מיט די פארלאנגט מאָדע פון אַריבערפירן.
און ווי איר קען טרעפן, די העכער די קלאַס איז די טייערער די פּקב. אין אַלגעמיין, די חילוק צווישן די קלאסן איז אַטשיווד דורך ריקוויירינג טייטער טאָלעראַנסיז און קאָנטראָלס וואָס רעזולטאַט אין אַ מער פאַרלאָזלעך פּראָדוקט.
ראַגאַרדלאַס פון די ספּעציפיצעד קלאַס, לאָך סיזעס זענען אָפּגעשטעלט מיט שטיפט מאָס, די סאַדער מאַסקע און לעגענדע זענען וויזשוואַלי יגזאַמאַנד פֿאַר די קוילעלדיק אויסזען, די סאַדער מאַסקע איז אָפּגעשטעלט צו זען אויב עס איז קיין ינקראָושמאַנט אויף די פּאַדס און די קוואַליטעט און קאַווערידזש פון די ייבערפלאַך. ענדיקן איז יגזאַמאַנד.
IPC ינספּעקטיאָן גוידעלינעס און ווי זיי פאַרבינדן צו די פּקב פּלאַן איז זייער וויכטיק פֿאַר פּקב דיזיינערז צו ווערן באַקאַנט מיט. די אָרדערינג און מאַנופאַקטורינג פּראָצעס איז אויך וויכטיק.
ניט אַלע פּקבס זענען גלייך באשאפן, און די פארשטאנד פון די גיידליינז וועט העלפֿן צו ענשור אַז די געשאפן פּראָדוקט טרעפן דיין עקספּעקטיישאַנז פֿאַר עסטעטיק און פאָרשטעלונג.
אויב איר 'רע דאַרפֿן קיין הילף מיט פּקב פּלאַן אָדער האָבן פֿראגן אויף די פּקב מאַנופאַקטורינג טריט, ביטע טאָן ניט קווענקלען צו ייַנטיילן מיט FMUSER, מיר הערן שטענדיק!

ייַנטיילונג איז קאַרינג!
▲ צוריק ▲
